Enter 1 and press INPUT (an alarm P/S100 will appear; this is normal).
Often related to rapid traverse settings or axis travel limits (soft limits) being breached. Alarm 300+: Servo alarms; check servo gain parameters. 6. Accessing the Fanuc 10T Parameter Manual (PDF)
– Defines how to enter, read, and search for parameters.
High-speed data input, modular design, conversational programming options. 2. Navigating the Fanuc 10T Parameter Manual (B-64120EN)
Parameters are represented either as a single Bit (an individual 0 or 1 within an 8-bit byte, labeled Bit 0 to Bit 7) or as a Decimal/Integer value (representing a specific number, such as a feed rate or distance). 3. How to Change Parameters on a Fanuc 10t
When retrofitting, diagnosing, or repairing a Fanuc 10t machine, a few critical parameters come up more often than others. RS-232 Communication Settings (I/O Link)
The Fanuc 10T is a legendary control system for CNC lathes. Setting up a 10T control without its original manual is like trying to navigate an unknown city without a map. The correct parameter settings are the soul of any CNC machine tool; without them, the equipment is essentially a pile of scrap iron. Even today, a paper version of the "FANUC 10/11/12/15 PARAMETER MANUAL" is considered essential reading because it eliminates a lot of mystery around the control.
The manual is divided into clear sections. Understanding this structure saves hours of troubleshooting.
The is adjusted via #1850 . This parameter sets where the axis stops after a “zero return” and is critical for aligning tool change positions or pallet changers.
Enter 1 and press INPUT (an alarm P/S100 will appear; this is normal).
Often related to rapid traverse settings or axis travel limits (soft limits) being breached. Alarm 300+: Servo alarms; check servo gain parameters. 6. Accessing the Fanuc 10T Parameter Manual (PDF)
– Defines how to enter, read, and search for parameters.
High-speed data input, modular design, conversational programming options. 2. Navigating the Fanuc 10T Parameter Manual (B-64120EN)
Parameters are represented either as a single Bit (an individual 0 or 1 within an 8-bit byte, labeled Bit 0 to Bit 7) or as a Decimal/Integer value (representing a specific number, such as a feed rate or distance). 3. How to Change Parameters on a Fanuc 10t
When retrofitting, diagnosing, or repairing a Fanuc 10t machine, a few critical parameters come up more often than others. RS-232 Communication Settings (I/O Link)
The Fanuc 10T is a legendary control system for CNC lathes. Setting up a 10T control without its original manual is like trying to navigate an unknown city without a map. The correct parameter settings are the soul of any CNC machine tool; without them, the equipment is essentially a pile of scrap iron. Even today, a paper version of the "FANUC 10/11/12/15 PARAMETER MANUAL" is considered essential reading because it eliminates a lot of mystery around the control.
The manual is divided into clear sections. Understanding this structure saves hours of troubleshooting.
The is adjusted via #1850 . This parameter sets where the axis stops after a “zero return” and is critical for aligning tool change positions or pallet changers.
Software von BLECHWELT in Aktion erleben!
Jetzt Online-Demo vereinbaren ...
HerzRobotics GmbH
Technik & Marketing
Sebastianstraße 38
53115 Bonn
Deutschland Fanuc 10t Parameter Manual





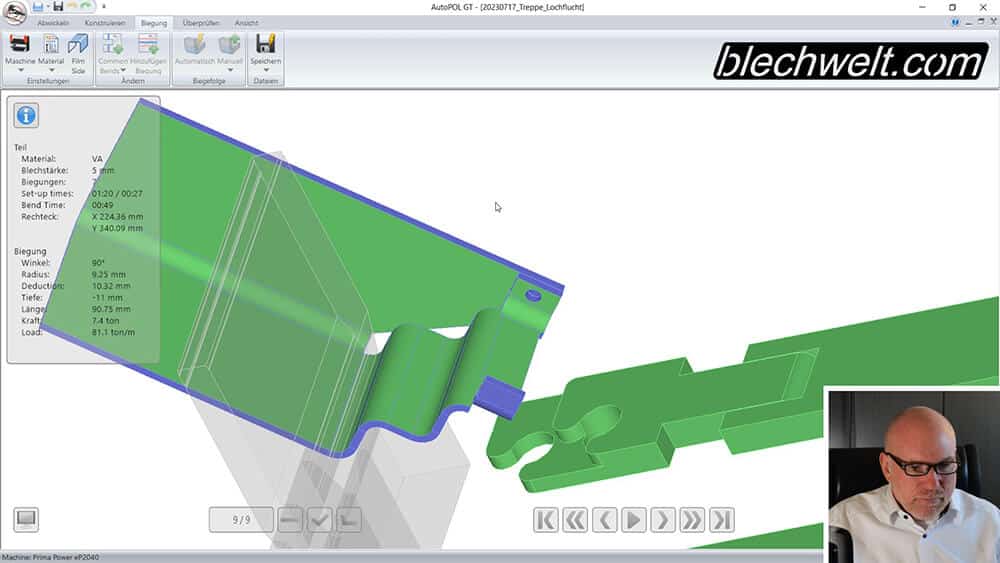 Biegesimulation | Individuelle Abzugswerte in Excel berechnen
Biegesimulation | Individuelle Abzugswerte in Excel berechnen

 70629 Stuttgart, Deutschland
70629 Stuttgart, Deutschland